
| Традиционный метод сварки | Ручной лазерный сварочный аппарат |
| Физическая опасность | Излучение дуги и дым | Низкий уровень радиации, экологически чистый |
| Скорость сварки | Медленно и неэффективно | До 4 раз быстрее, чем TIG и MIG. |
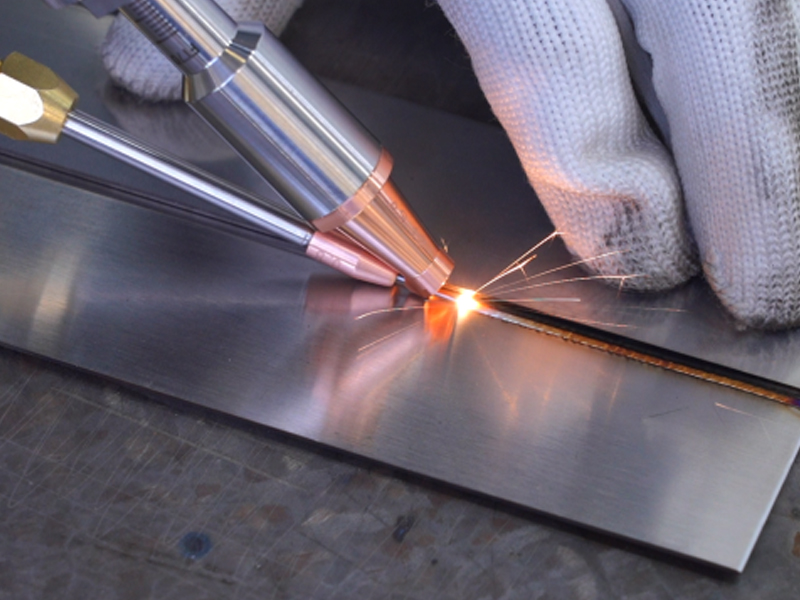
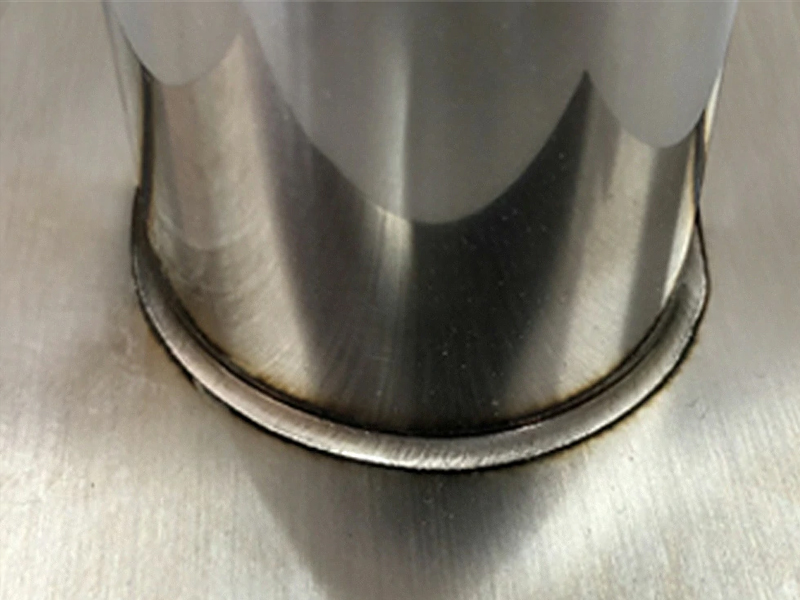
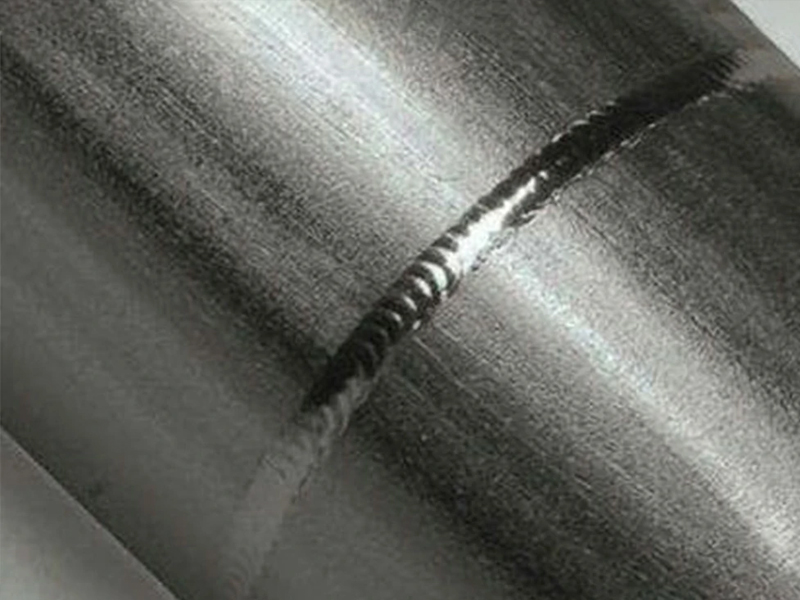
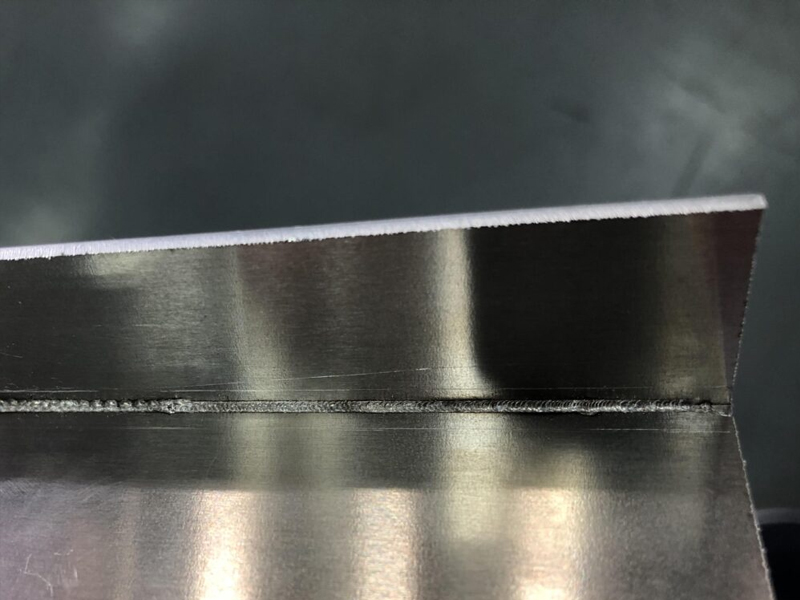
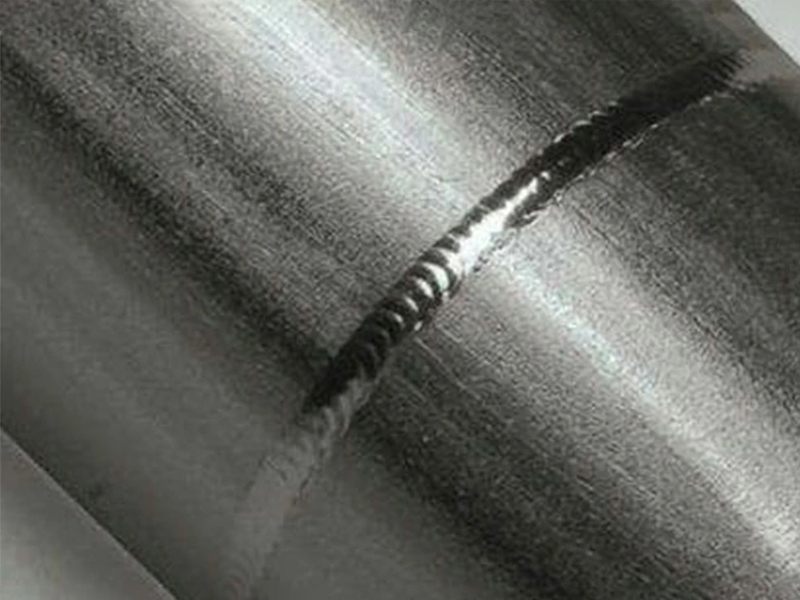
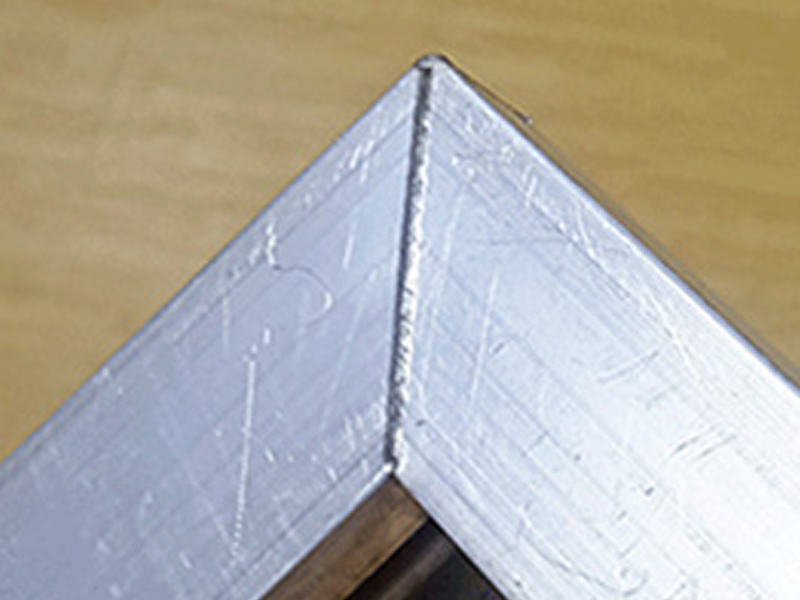
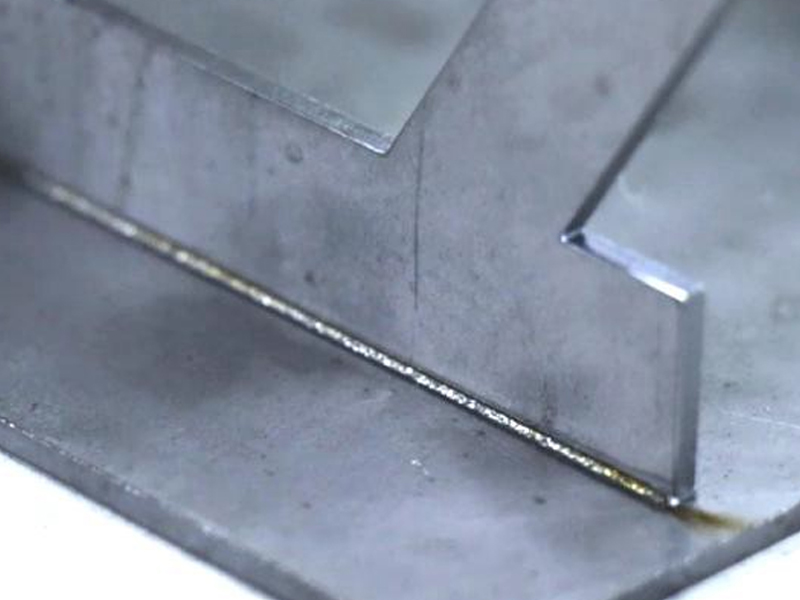
| Качество | Сварной шов грубый и неровный, требует полировки. | Хорошая эстетика, идеальный, аккуратный сварной шов, глубокая сварочная ванна и высокая прочность. |
| Трудность обучения | Высокий | Низкий |
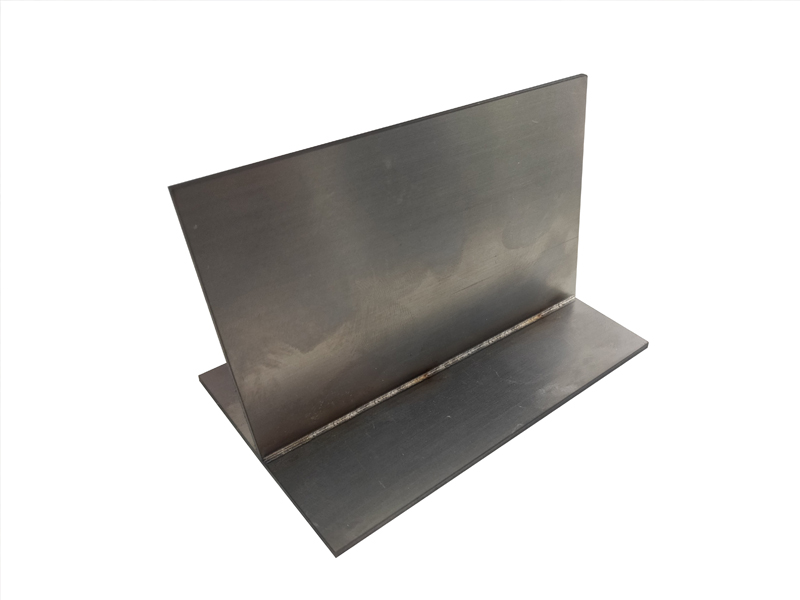
| Нагретая зона воздействия | Большой | Низкий |
| Изгибная деформация | Высокий | Низкий |
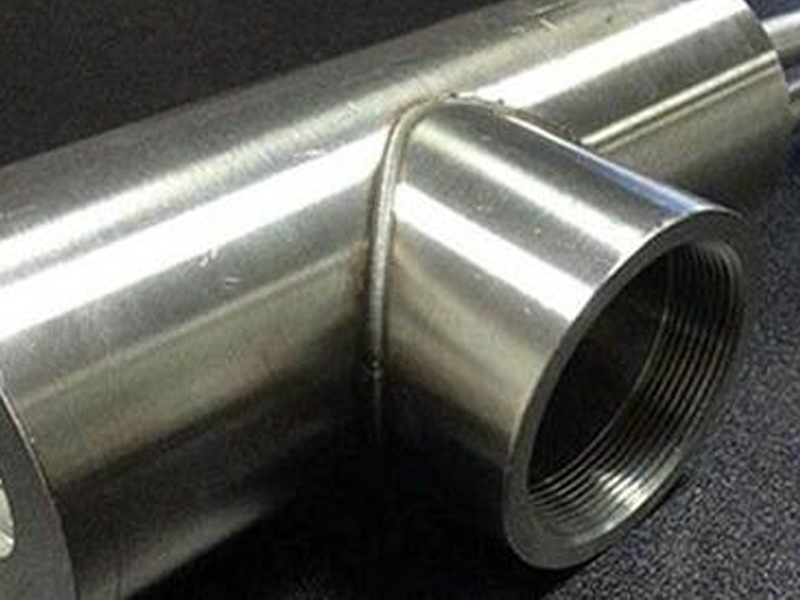
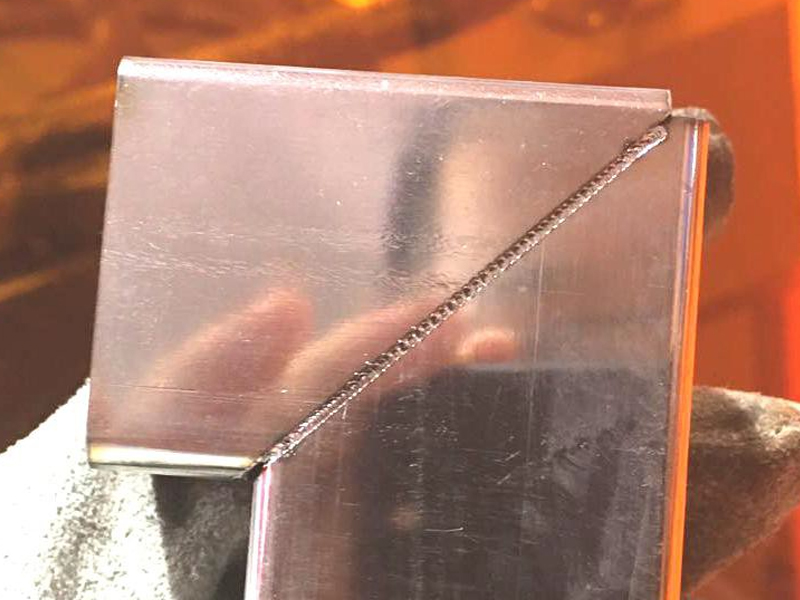
| Повреждение сварочного шва | С отверстиями для воздуха, легко свариваемыми | Равномерная масса расплава и хорошая консистенция |
| Сварочные материалы | Ограничено шансами на расходные материалы | Широкий выбор материалов |
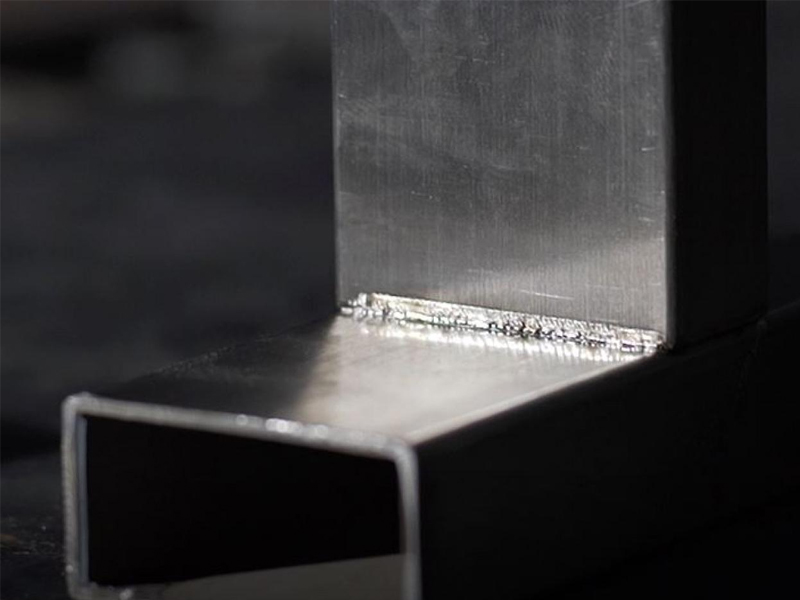
| ◆ Не легко деформируется | ◆ Большая глубина сварки |
Нелегко иметь такие проблемы, как проплавление сварки и сварочная опухоль.
Легко шлифуется и полируется | Точный
Сильнее
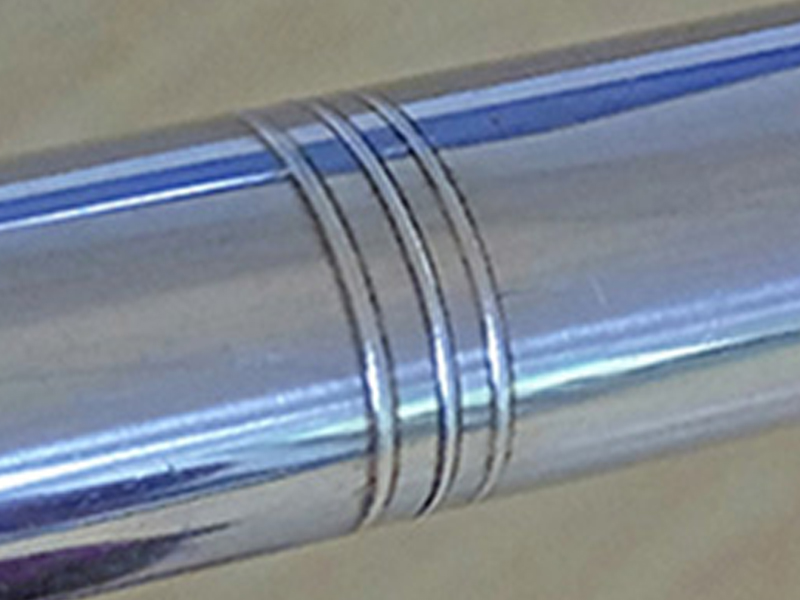
Осуществляем все виды сложных сварочных работ. |
| ◆ Расположение красного света | ◆ Сварка под разными углами и положениями |
| Высокоточное положение сварки, красивый сварной шов | Большой верстак для удовлетворения различных потребностей в сварке. |
| Модель | JS-RWM |
| Длина волны лазера | 1070 нм |
| Режим работы лазера | CW/модулированный |
| Ширина гальванометра | 0,5-6 мм |
| Скорость гальвосканирования | ≤8000 мм/с |
| Скорость сварки | 0-120 мм/с |
| Толщина сварочного материала | ≤8 мм |
| Требования к сварочному зазору | ≤0,5 мм |
| Рабочее напряжение | 380 В±10%; 50/60 Гц |
Таблица рекомендуемых толщин для силовой сварки



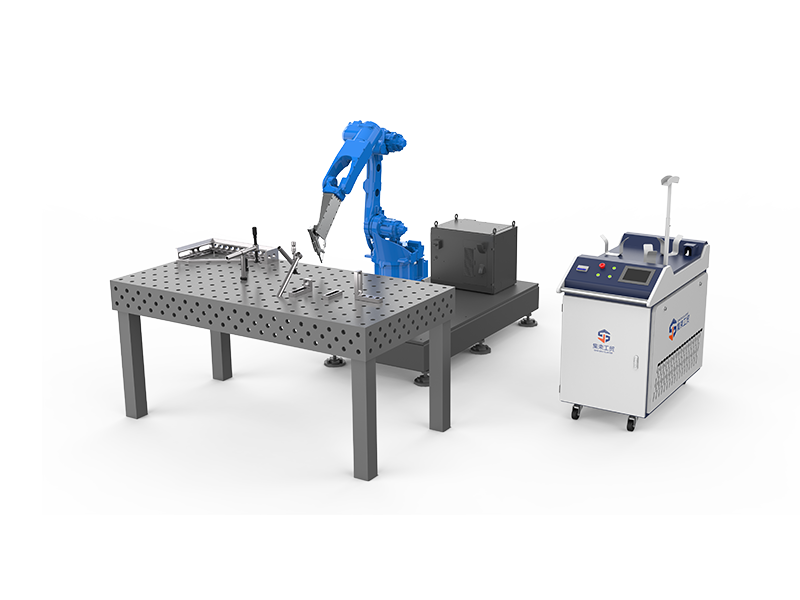
























 JS-HWG Лазерный сварочный аппарат
JS-HWG Лазерный сварочный аппарат Лазерная чистящая машина
Лазерная чистящая машина






